Окончательная подготовка глины.
1. В рукоделье формованием называют ряд действий, после которых изделие является в заданном виде.
Формование глиняных изделий состоят из большого ряда разнообразных действий, но не смотря на все их разнообразие, оно сводится к следующим видам: верчение, обточка, лепка и отливка.
До начала формования глиняное тесто необходимо как можно лучше вымесить и выжать из него воздух, потому что если он там останется, то, расширяясь при обжигании, будет пузырить изделие.
Хорошая вымеска глины достигается посредством валянья и выбивания. Глиняное тесто расстилают слоем толщиною от З,5 до 4,5 вершков, в гладкой площадке, каменной либо деревянной, покрытой листом цинка; разостлав, топчут ногами, босыми или обутыми в особого вида деревянные башмаки, которые для этого особенно и приготовляются. От топтанья слой глины становится тоньше и расстилается на большую площадь; тогда его режут деревянного лопаткой на куски, которые переворачивают и снова скучивают. Топтание глины рабочий производить попеременно от средины пласта к его краю, а потом обратно — от края к середине.
Глину иногда после топтания прямо употребляюсь для формования, а иногда ее складывают в кучи или ямы, накрывают влажным покровом и оставляют разлеживаться, чтоб значительно улучшает ее качество.
Пред употреблением в дело, глиняное тесто подвергается валянью и выбиванию: мастер, взяв кусок глины примерно в 20-25 фунтов, бросает его с большою силою на каменный или деревянный, покрытый листом цинка, стол и разбивает, снова собирает и разбивает, снова собирает, поднимает и снова бросает, и т. д., до тех пор пока убедится, отрезая комки проволокой, что в нем нет больше пузырьков воздуха; тогда всю выбитую массу разделяет на комья такой величины, какая потребна для предположенных изделий. Нужно впрочем заметить, что при отрезывании кусков теста проволокой получается в разрезе поверхность гладкая, на которой только при особенном внимании можно заметить пузырьки воздуха.
2. Изделия, производимые в гончарне, делаются по образцам. В малых заведениях эти образцы получаются со стороны; в больших заводах существуем, один, или даже не один мастер-модельщик, который обязан приготовлять модели для изделий.
При изготовлении моделей для глиняных изделий необходимо иметь к виду некоторые общие правила и ими руководиться во всех случаях. Модельщик прежде всего должен хорошо знать свойства глины и те изменения, которым она может подвергаться при сушке и обжигании. Если глина при обжигании может размягчаться, то необходимо давать изделиям из нее широкое основание, дабы изделие при размягчении не погнулось, не перекосилось; если же необходимость заставляете делать сосуды с узким основанием, то следует принять за правило ставить их в печь основанием вверх. Во всяком же случае, при постановке изделий в печь нужно ставить их устойчиво, принимать меры к тому, чтобы они не могли осесть в то время, когда глина от жары размягчается.
Необходимо помнить, что после обжигания изделие во всяком случае будете иметь вид несколько иной, а не тот, в каком оно вышло из рук формовщика. Вид его изменяется от усушки и усадки самой глины, который происходит неизбежно в длину, ширину и вышину соразмерно этим измерениям; но так как соразмерность частей сохраняется, то изделие, изменившись в объеме, сохранить данное ему очертание. Изделие может осесть от собственного веса, и эту осадку необходимо иметь также в виду при формовании. Изменение вида изделия не может быть велико, когда, делая модель, имели в виду возможность осадки и сообразно с нею увеличили высоту изделия в сыром виде настолько, чтобы после обжигания оно имело требуемую вышину.Усушка обыкновенно простирается до 7/10 (семи десятых) на 100, а усадка до 2/10 (двух десятых) на 100.
При приготовлении моделей следуете избегать острых углов с острыми рёбрами, не допускать совпадения кривизны с утоньшениями, ибо при таком совпадении легко появляются на изделии трещины; не следует также соединять тонкие части с объемистыми; но если почему либо нельзя избежать подобного соединения, то объемистую часть следует сделать внутри пустою. Прямых линий и плоскостей также следует избегать, ибо при обжигании их прямизна уничтожается. Лучше всего следует избирать такие сочетания, которые не изменялись бы при обжигании, располагать линии и поверхности так, чтобы они, сокращаясь и изменяясь при сушке и обжигании, сохраняли бы взаимные соотношения и расположения частей и в общем фигура оставалась бы в таком виде, в каком она вышла из рук формовщика. Сочиняя новую фигуру, необходимо помнить, что вычурность не составляете красоты, а потому не следует задаваться очень сложными формами, a иметь в виду, что очень часто формы наиболее простые, но соразмерные в своих частях, оказываются наиболее привлекательными. Модельщик должен основательно знать все части производства, он избирает образцы и составляете чертежи и рисунки для новых моделей; на этих чертежах и рисунках он должен самым тщательным образом показывать толщину разных частей изделия. Это указание имеет самое существенное значение, ибо при несоразмерной толщине изделие сойдет неправильно, может легко перекоситься и потерять пропорциональность расположения частей, чрез что изделие может обезобразиться.
3. Большинство глиняной посуды представляете собою разные виды, производимые при вращении, а потому формуется на гончарском кругу; для тех же гончарных изделий, которых нельзя выточить на гончарском кругу по причине их многоугольной или криволинейной формы, изготовляются особые калыпи.
Обожженный и истолченный в порошок гипс, смешанный с таким количеством воды, что смесь имеет густоту сметаны, имеет свойство довольно скоро затвердевать; а так как эта смесь может проникать во все углубления предмета, на котором ее положат, то отвердевшая гипсовая масса представляет точный отпечаток того предмета. Этим свойством гипса пользуются для приготовления калыпей, необходимых для формования сложных фигур и украшений на глиняных изделиях.
Гипс, обыкновенно называемый алебастром, в естественном своем состоянии представляет собою довольно твердый и довольно крепкий камень, имеющий в изломе блестящее (кристаллическое) сложение; для приготовления калыпей он должен быть правильно и в надлежащей мере обожжен.
В больших гончарнях гипс обжигается в особо для того устроенных печах; но там где гипса требуется немного, можно обжигать его в обыкновенных варистых печах.
Для равномерного обжигания гипса следует его разбить на куски, по возможности равные, в кулак величиною. Вытопить печь как можно жарче и, когда дрова прогорят на столько, что не будет уже больших головешек, положить в нее куски гипса, перемешать с углями и закрыть ее заслонкой. По прошествии некоторого времени, например через час, следует брать из печи пытки. Излом гипса, кристаллический, блестящий в сыром его состоянии, становится матовым после обжигания. Гипс тогда следует считать достаточно обожженным, когда по матовой поверхности излома кое-где будут видны блестящие точки остатка кристаллического сложения, разрушенного обжиганием. Но не следует оставлять гипс в печи до тех пор, пока все блестящие точки исчезнуть и его излом будет представлять сплошную матовую поверхность в роде поверхности мела, ибо тогда гипс будет уже пережжен.
Гипсовый раствор должен ссадиться не очень медленно, но и не очень быстро: при быстрой ссадке он может не входить в узкие впадины на предмете, с которого делается калыпь, потому что быстро сгустившаяся масса не может в них проникать, при медленном же сгущении много тратится напрасно времени при приготовлении калыпей. Пережженный гипс обладает именно свойством слишком быстро ссадиться и давать неудовлетворительные отпечатки предмета, а с другой стороны, калыпи, сделанные из пережженного гипса, отличаются непрочностью: легко царапаются, крошатся и разбиваются. Неудобство употребления недожженного гипса состоит в том, что он не скоро «забирает», и может даже случиться, что вовсе не ссадится; но в таком случае его можно дожигать.
Обожженный гипс нужно истолочь, что следует делать в деревянных ступах деревянными пестами, и просеять на частое сито, a затем сохранять в сухом месте в бочонке или совершенно плотно закрытом ящике так, чтобы к нему сырость не имела ни малейшего доступа. При подобном сохранении гипс может оставаться годным для приготовления калыпей в течение трех и даже четырех месяцев.
Модели и калыпи можно делать из разных материалов, но гончарам наиболее сподручны: глина, воск и обожженный гипс.
Модели из глины делать легко, но их трудно приготовлять отчетливо.
Воск представляет наилучший материал для моделей в том случае, когда можно ограничиться небольшим числом калыпей.
Но калыпи как из глины, так и из воска представляют некоторые неудобства при формовании в них изделий из глиняного теста: глина действием воды, содержащейся в гипсовом растворе, более или менее размягчается, от воска же глиняное тесто всякий раз уносит некоторое количество жирного вещества, необходимого воску для того, чтобы он обладал известною долею мягкости и упругости. Поэтому лучшим материалом как для калыпей, так и для моделей представляется обожженный гипс. Модели делаются из густого гипсового раствора, а чтобы увеличить их крепость, их пропитывают жирным скоро высыхающим льняным или конопляным маслом.
Если с модели нужно сделать много калыпей, и притом если они представляют собою какие-нибудь фигуры для украшений, то их делают из бронзы или из олова; но модели простых, не очень сложных и не очень выпуклых украшений, делают из гипса, прилагая заботу, чтобы они были выделаны как можно тщательнее и чище, a затем для прочности пропитывают высыхающим жирным растительным маслом. Из моделей приготовляют матрицы, т.е. такие калыпи, которые служат не для формования изделий, а для изготовления моделей, по которым можно будет делать калыпи для формования. Гипсовая формовальная калыпь от употребления изнашивается и по прошествии некоторого времени начинает давать оттиски неотчетливые. Гипсовая модель может дать до 50 штук хороших матриц, и только после такого числа они начинают выходить неотчетливо; в свою очередь, каждая матрица дает до 50 отчетливо выходящих во всех частях формовальных калыпей. Таким образом, из одной гипсовой матрицы пропитанной маслом, можно получить до 2.500 калыпей, и только после этого числа придется заменить матрицу; следовательно, одна гипсовая модель может служить для формования до 125.000 изделий.
Металлические модели дают возможность приготовлять бесконечное число калыпей для формования.
Оттиски калыпи, равно как и оттиски матрицы, имеют всегда при одинаковых обстоятельствах одинаковые размеры; но те, которые выходят из калыпи, сделанной по модели для матрицы, и потом из калыпей, сделанных по матрице, имеют несколько иные измерения, в зависимости от того, сделаны ли они из металла, гипса или глины.
Всякий раз, при приготовлении калыпи из гипса, измерения длины, ширины и высоты увеличиваются по крайней мере на одну сотую; а так как от модели до калыпи делается два формования, то модели надо давать линейные измерения по меньшей мере на две сотых меньше тех, которые должна иметь формовальная калыпь.
Только внимательная практика может научить приемам приготовления основной модели прямо или посредством матрицы, — предосторожностями, принимать которые необходимо при изготовлении матрицы по основной модели, — вниманию, с которым должно относиться к тому, чтобы не явилось выделение излишней влаги на прилипание при приготовлении калыпи в матрице.
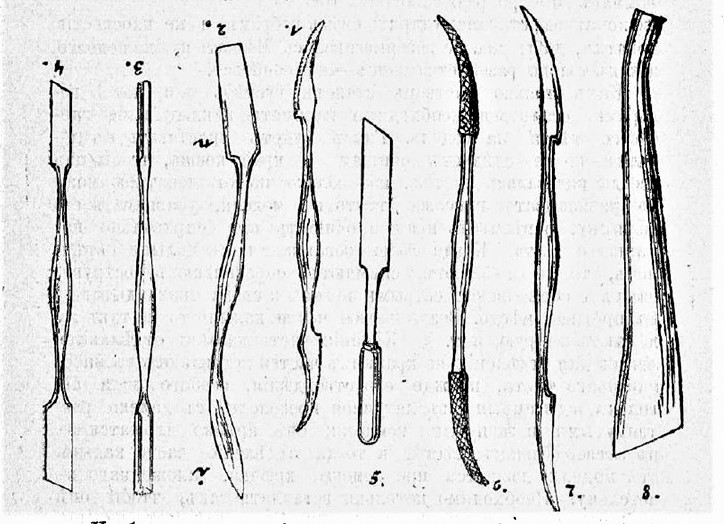
4. При изготовлении моделей, равно как и калыпей, употребляются разные мелкие орудия, образцы которых представлены на чертежах:Терпуг для снятия ребер и выпуклых неровностей (рисунок 1).
Лопаточка для накладывания гипсового раствора, с ломкою на другом конце (рис. 2).
Проушник — чтобы желобить и дырявить (рис. 3).
Стека для ваяния (рис. 4).
Резец для резки теста (рис. 5).
Напилок для более тщательного стирания неровностей на подсохшем изделии (рис. 6).
Деревянный резец для ваяния из глины (рис. 7).
Большая стека для сглаживания неровностей на сырых изделиях (рис. 8).
Изображенная орудия представляют собою ряд образцов, для модельщика и формовщика; по приложенным образцам они могут заказывать их, с теми изменениями и отступлениями, какие признают нужным сделать в тех орудиях по собственному усмотрению.
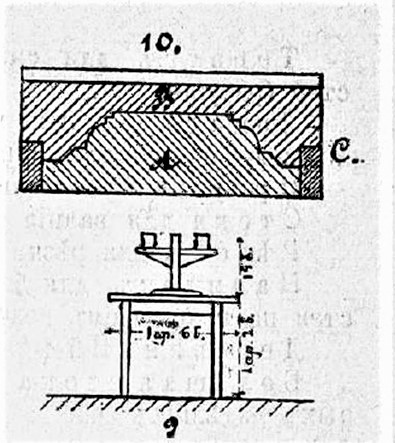
На рисунке 9 показан боковой очерк модельного стола.
Кроме указанных орудий, для изготовления гипсовых калыпей необходим еще небольшой, простой деревянный ковш. В нем приготовляется гипсовый раствор понемногу: налив в ковш небольшое количество чистой воды, например полстакана, берут лопаткой и (рис. 2) примерно столовую ложку гипсового порошка и всыпают его в воду; всыпав, быстро размешивают тою же лопаткою, стараясь ударять смесь ребром, а не плоскостью лопатки, дабы она не разбрызгивалась. Мешать нужно недолго, а как только разойдется гипс — остановиться.
Как только раствор станет густеть или, как говорят, ссадиться, необходимо начинать накладывание гипсового теста на модель. Гипс будет приставать к лопатке, но ее следует очищать о край ковша, чтобы она. всегда оставалась чистою, ибо только чистою лопаткою можно размазывать гипсовое тесто по модели, уравнивать его толщину, обрезывать края и очищать от неправильно налипшего теста. Когда сформированная часть калыпи окрепнет, то ее отделяют, снимаюсь, обравнивают, остругивают и обрезывают острым ножом и снова прикладывают на прежнее место. Возле первой части калыпи точно так же делают вторую, и т. д. Крайние части калыпи отделяются легко; для отделения не крайних частей вставляют в массу гипсового теста, прежде его отвердения, особого вида петельки, сделанные из латунной проволоки, с далеко раздвинутыми и загнутыми концами; они крепко держатся в затвердевшем тесте, и тогда отделение части калыпи от модели делается при помощи крючка, заложенного в петельку. Необходимо петельки вставлять так, чтобы они не выступали за поверхность калыпи. Когда все части калыпи будут изготовлены, тогда все петельки замазываются гипсом, чтобы их не было видно. В ковше всегда остается некоторое количество отвердевшего гипса, который необходимо совершенно вычистить после каждой части.
Для начинающего все это кажется трудным, но при внимании скоро приобретается навык, как действовать и соразмерять количество всыпаемого гипсового порошка со взятым объемом воды.
5. Приготовление калыпей производится по данной модели и разнообразится на столько же, на сколько разнообразны самые предметы; но вообще их можно подразделить на калыпи, служащие для формования изделий, производимых вращением на гончарском станке, и на калыпи для изделий, формование которых производится лепкою.
Одна из простейших форм, производимых на токарном станке, представляет собою калыпь тарелки, приготовляемая обыкновенно из одного куска.
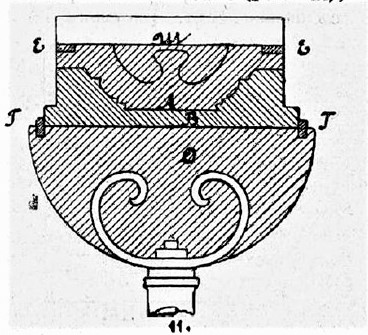
Приготовление калыпи для тарелки начинается с того, что на гончарном кругу вытачивают горку, обозначенную буквою А (рис. 10), выпуклая поверхность которой как-раз соответствует внутреннему углублению самой тарелки, т.е. эта выпуклая поверхность должна иметь такой вид, какой имел бы гипс, отлитый в тарелку; после этого горку окружают обечайкой С, для которой лучше всего употребить цинковый лист. Затем на горку А в обечайку наливают раствор гипса и таким образом получают матрицу, потребную для изготовления настоящей калыпи А для глубокой тарелки. Эту матрицу, обозначенную на рис. 10 буквою В, помещают в металлический венец Г (рис. 11), укрепленный неподвижно вверху гипсовой штуки Д, помещенной на оси гончарного круга. В обечайку, обозначенную буквою Е, наливают гипсового раствора, приводят круг во вращательное движение и, прежде чем раствор окончательно ссядет, стараются образовать шишку Ш, накладывая на серединную часть калыпи гипсовый раствор ложкою л, что на другом конце лопаточки n (рис. 2).
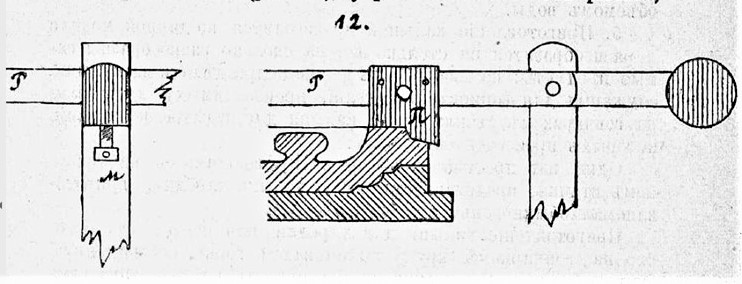
Когда гипсовая масса достаточно окрепла, снимают обечайку и, вращая гончарный круг, острой металлической пластинкой Л (рис. 12), укрепленною на плече рычага, удерживается болтом Ж в неизменном положении, для того, чтобы тарелке дать точно определенную толщину. После этого остается окончить калыпь, обточив ее край.
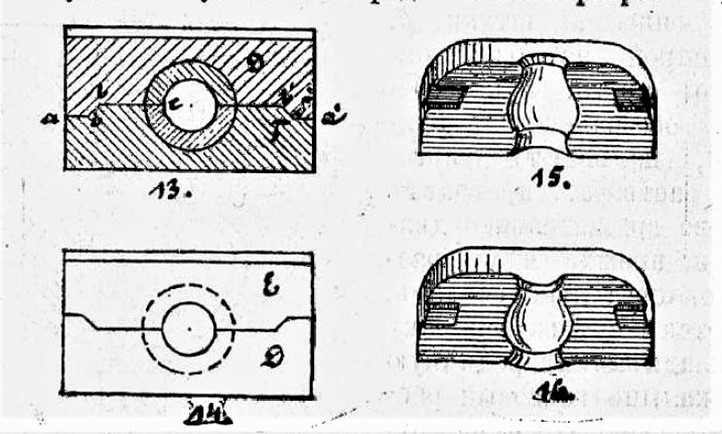
6. Для более фигурных предметов калыпь составляется из нескольких частей. Для примера возьмем молочник. Приготовление для него калыпи начинается с того, что данный образец кладут в подотвесном положении в слой глины Га так, чтобы верхняя поверхность глины совпадала с осью сосуда. Рисунок 13 представляет разрез приспособления, в котором с — сечение поверхности глины самого молочника. На верх-заплечики, обозначенные на рисунке 13 буквами абв и а1б1в1 и, обложивши обечайкой, отливают из гипса первую часть калыпи Д. Когда гипс окончательно затвердеет, тогда переворачивают все приспособление и отделяют половину калыпи Д от слоя глины; отделив, обкладывают обечайкой и отливают из гипса вторую половину Е калыпи (рис. 14).
Рисунки 15 и 16 представляют издали две половины раскрытой калыпи.
Приготовленная таким образом калыпь будет служить для формования сосуда из глины; но так как при сколько-нибудь значительном производстве необходимо иметь несколько одинаковых калыпей, то первая обыкновенно служить для изготовления сердечника, при посредстве которого можно очень скоро изготовить желательное число калыпей.
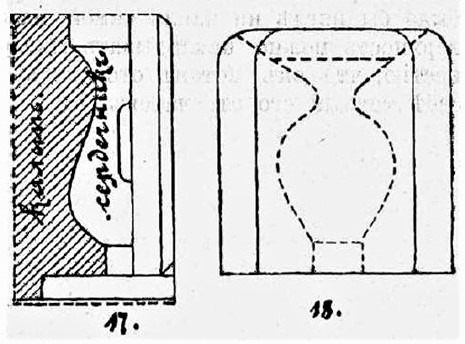
Рисунок 18 представляет вид калыпи снаружи. Заплечики в частях калыпи необходимы для точного соединения тех частей.
Рисунок 17 представляет сердечник и готовую уже калыпь.
Калыпь для более сложных и фигурных предметов изготовляется из нескольких частей; так, например, калыпь для чайника составляется из особой калыпи для самого сосуда, другой для носика, третьей для ушка, четвертой для крышки, пятой для шишечки или дужки на крышку. Каждая из названных калыпей составляется из двух половинок, на каждой половинке должны быть заплечики или шипы, которые входило бы в соответственный гнезда на другой половинке, для того, чтобы они всякий раз соединялись как можно точнее, и кроме того калыпи должны иметь углубления для приема излишка глины, который выдавливается при сложении ее половинок.
7. При изготовлении гипсовых калыпей необходимо иметь в виду то, что гипсовый раствор, высыхая, очень сильно пристает ко всякой, даже совершенно гладкой поверхности не только глины, но и стекла; а потому, приступая к изготовлению гипсовой калыпи, предмет, по которому она делается, должно как можно лучше смазать особою мазью, приготовляемою из мыла и жирного растительного масла (льняного или конопляного).
Настружив мыла, разваривают его в воде, постоянно помешивая деревянною лопаточкою, так что образуется густая мыльная пена; в нее приливают некоторое количество жирного растительного масла и хорошо все смешивают. Полученною таким образом жирною мазью, посредством небольшой обыкновенной щетинной кисти, смазывают тот предмет, с которого хотят сделать калыпь, и, смазав как можно лучше, тою же кистью снимают мазь, так что-бы на предмете осталась лишь жирная поверхность, но не было бы нигде ни капли самой мази. На такую жирную поверхность можно накладывать гипсовый раствор с уверенностью, что он потом отстанет от предмета, имея на себе точный его отпечаток.
Источник: Гончарное производство. — СПб; тип. Мин. Внутр. Дел. 1890. — С. 3-14.

