М. Белавенец. Кирпичеделательные машины «Геркулес» и «Эврика» и их действие в сравнении с ручной выделкой сырца.
До сих пор почти на всех заводах С.-Петербургской губернии сырец формовался ручным способом и лишь на немногих из них применялись машины, так называемой ленточной системы. Существующие конструкции машин этой системы отличаются большим разнообразием, но все же они не могли, как показал опыт, использовать все виды петербургской глины, ограничиваясь лишь твердыми сортами ее. Этот пробел пополнен машиной «Геркулес», принадлежащей к формовочной системе, благодаря чему и является теперь возможность производить сырец из мягкой глины.
Сырец, выработанный на машинах ленточной системы, уже на первый взгляд довольно сильно разнится от сырца ручной формовки, благодаря тому, что глиняная лента разрезается на соответствующее количество сырцов. Перемешивание глины и выход ее через мундштук ленточного пресса совершенно тождественны по принципу с действием обыкновенной глиномятки, находящейся на заводах с выработкой сырца ручным способом.
При ручной формовке глина из под глиномятки отвозится земляником порядовщику на тачке, причем вся масса глины состоит из разъединенных кусков, так как земляник разрезал лопаткой глиняную ленту, выходящую из мундштука машины. Поэтому первая задача порядовщика заключается в том, чтобы соединить все эти разрозненные куски глины в одну компактную массу, что и достигается трамбованием глины; вторая его задача — брать от нее по куску глины, который должен быть больше, чем форма для него. Со введением машин ленточной системы, работа по разрезке земляником глины без определенной меры заменилась резкою в строго определенных размерах, соответственно измерением сырца, и таким образом часть работы по разъединению, а затем вновь сцеплению глины, — отпала.
Машины же формовочной системы не только оставили принцип глиномятки, и выпускают глину через мундштук не на резательный стол, а в форму, совершенно аналогичную форме порядовщика, но заимствовали от последнего и прием обсыпания формы песком, и закладывание глины в форму; поэтому машина формовочной системы делает сырец совершенно также, как порядовщик руками.
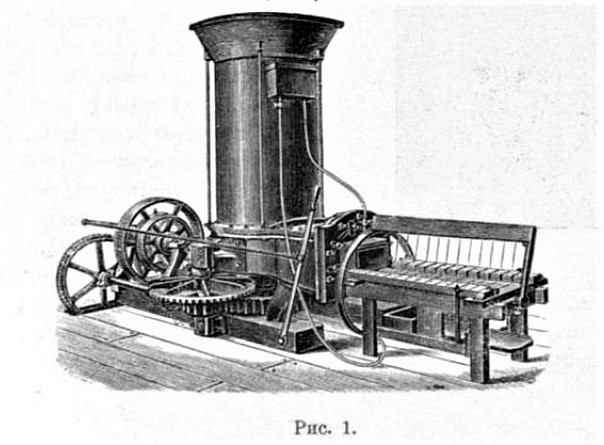
Перехожу теперь к описанию машины «Эврика»; рис. 1 изображает машину «Эврика», имеющую две части: глиномятку и резательный стол.
Глиномятка устроена в виде цилиндрической кадки, без ножей на стенках; в середине кадки вращается вал с 12 ножами, имеющими по 2 зуба каждый. Последний, нижний нож не имеет зубцов. Под ножами на валу надет нагнетатель в виде особой лопасти. С внешней части кадкиприделана скобка одна часть которой служит для выдавливания глины через мундштук, а другая часть — для отодвигания скобы в обратную сторону. В то время, когда нагнетатель, двигаясь против хода часовой стрелки, нажимает на скобу, глина подвигается через мундштук; когда же нагнетатель дойдет до скобы с другой стороны, то он открывает отверстие в мундштук, и таким приспособлением машина выпускает глиняную ленту лишь при 1/3 оборота вала, при чем происходит также и перемешивание, при 2/3 оборота происходит только мятье глины и ее прессование. Таковые главные особенности машины «Эврика».
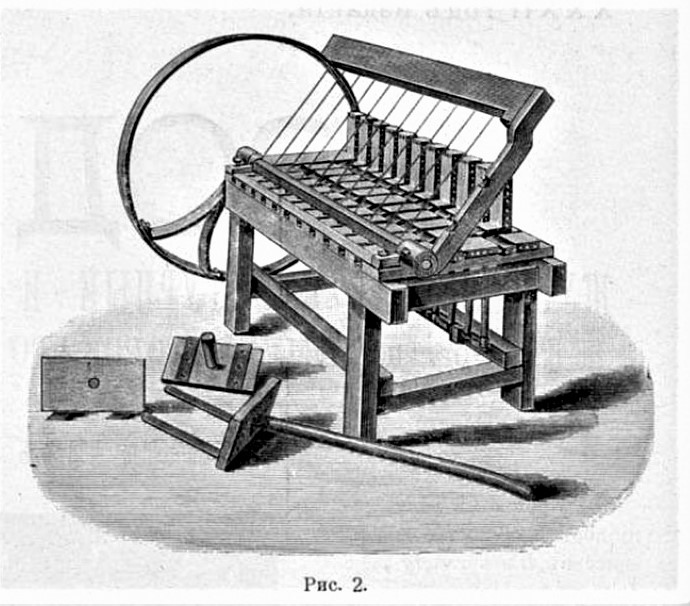
Рис. 2 изображает резательный стол, значительно отличающийся от первоначального типа, изображенного на рис. 1. Так боковые части (рис. 1) отсутствуют, в замене чего имеется отвесная стойка (рис. 2), которая заставляет глиняную ленту двигаться по определенному направлению; резательные проволоки приделаны не в середине как на рис.1, а сбоку, причем на колесе имеется противовес для автоматического приведения проволок на прежнее место. Поверхность стола, по которому проходит глиняная лента имеет два паза, что позволяет снимать сплошные сырцы разом по три штуки; с таким приспособлением рабочий может успеть снять сырцы до тех пор, пока новая лента начнет выходить. Пять лет назад, когда впервые привезенная машина «Эврика» демонстрировалась за Московской заставой, сплошные сырцы снимались по одному — вилкой, сделанной из доски, на которой были прибиты три гвоздя. Такой вилкой рабочий не успевал снимать готовые сырцы до выхода новой ленты и это послужило причиной заключения со стороны многих присутствовавших заводчиков, что «Эврика» годна лишь для пустотелого кирпича. Новые же вилки (рис. 2) имеют короткую или длинную ручку, причем вилка с длинной ручкой служит для снятия сырцов с резательного стола на доску тачки, а с короткой ручкой — для снятия сырца с доски тачки на доску приямка, и таким образом нет надобности касаться сырца руками.
Машина приспособлена, как для конного, так и для парового двигателя, а на Александровском сталелитейном заводе применяется электрический двигатель.
Требуемая для приведения в действие машины сила распределяется неравномерно на полный оборот вала, т.к. 1/3 оборота при выходе ленты из мундштука требует значительно большего усилия, чем остальные 2/3 оборота, когда происходит лишь мятье глины. Чтобы облегчить лошадям это усилие, круг, по которому двигаются лошади, имеет уклон в том месте, где проход лошадей совпадает с выходом ленты из мундштука.
Во время демонстрации 5 лет назад , за отсутствием места была устроена короткая вага и были запряжены два здоровых битюга, что, конечно, дало повод заключить о тяжести работы.
Американская глиняная тачка не имела успеха и наша обыкновенная тачка ее победила. Наоборот сушницкая наша тачка вполне заменилась тачкой американской, имеющей рессору.
На машине «Эврика», переменяя мундштук или вставляя известное приспособление, можно производить разного рода пустотелый сырец, облицовочный или лекальный кирпич, и дренажные трубы.
Из причин, придерживавших 5 лет тому назад от покупки машины «Эврика», можно привести следующие:
1.На рынке требовался кирпич исключительно ручной формовки.
2. Мундштук машины не был тогда приспособлен к размерам нашего кирпича и был значительно меньше, чем нужно.
3. Мнение, что на машине можно вырабатывать лишь пустотелый кирпич-сырец, вызвано неудобством снимания сплошного сырца-кирпича.
4. Непонимание значения остановки машины по отношению выхода ленты лишь в 1/3 оборота.
5. Кажущаяся тяжесть работы вследствие короткой ваги.
6. Машина работала на демонстрации все время одной и той же глиной.
7. Требование некоторых заводчиков, чтобы машина вырабатывала глину прямо из рупаса.
8. Требование, чтобы машина перерабатывала бы сразу несколько разнохарактерных глин, бросаемых непосредственно в глиномятку.
9. Высокая цена машины.
10. Требование при покупке задатка от покупателя.
11. Проба заводчиков раньше заводить машины и явное недоброжелательное отношение со стороны рабочих к машине, иногда вызывавшее умышленную поломку ее.
Теперь, спустя пять лет, можно было бы подвести итоги практического применения машины «Эврика», так как она продана в количестве 15 штук; за отсутствием же достаточного материала для оценки этой машины средними данными, приходится ограничиваться отдельными мнениями лишь некоторых заводчиков.
Г. Поршнев (Санкт-Петербург) дал следующие указания: состав глины, который подходит для выработки сырца на машине «Эврика», таков: нужно брать 3 части «краснухи» и 1 часть «синюхи» и 1 часть «сизовки». Если прибавлять больше «сизовки», то сырец будет рвать в обжиге в тех частях, где имеются частички «сизовки». Из одной «сизовки» нельзя сделать сырца, так как ее встречается мало, она идет лишь на улучшение более худшей глины, и цена строительного кирпича, сделанного исключительно из «сизовки», не увеличивается; кроме того, «сизовки» расположена очень глубоко — на расстоянии 6-7 сажен от поверхности и пришлось бы ее разрабатывать ямами и доставать ящиками; далее, хотя сырец получится ровный и чистый, но высушить его трудно, а после обжига, его весь разорвет на куски, как мы уже заметили выше.
Однако, глубокое залегание «сизовки» не везде одинаково; есть заводы, у которых «сизовка» залегает на более близком расстоянии от поверхности., как напр. на 1-2 саж., хотя тоже гнездами.
Если сделать сырец из одной «краснухи», и хорошо переработать ее, то он получится с плохим звоном, менее красный и меньшей крепости; смешивая же «краснуху» с «синюхой», получится сырец более плотный с совершенно красный.
«Синюха» одна, сама по себе, через чур жидка и потому требует складывание в конуса и 2-3 недельной сушки. Складывать нужно не выше 1 арш., так как глина иначе не промерзнет.
Выработанная выше пропорция требует обязательной «зимовки», при чем раскидывают грядки слоями: слой «краснухи», слой «сизовки» и слой «синюхи», затем уже берут отвесно все три глины разом. В практике выработался следующий прием: ставят земляников по сортам глины и затем, в требуемой пропорции, везется одним — тачка одной глины, а другим — тачка другой.
Машина выпускает через мундштук ленту, длиною на 7-8 сырцов, при чем норму для приведенного выше состава лучше считать 7. Длина ленты зависит: 1) от количества массы, 2) от того, что машина приспособлена лишь к одному давлению, 3) от степени жидкости массы, так как при очень жидком состоянии выходит лента уже на 9 сырцов.
Производительность машины «Эврика» при 10-ти часовой работе выражается числом 5000-6000 сплошного сырца. «Эврика» требует 4 лошади стоимостью приблизительно по 60 рублей; можно ограничится и тремя, но тогда нужна обязательная смена. В жаркие дни и при четырех лошадях требуется смена. К лошадям полагается 1 погонщик.
Если глина расположена не далее 15 саж., то требуется 4 земляника; если дальше, то большее число земляников. Затем требуется 1-2 человека у резательного станка и 2 рабочих у машины, для нагрузки тачек. Для отвозки сырцов, в зависимости от дальности приямков, требуется не менее 2-3 человек.
В глиномятку машины входят 8-10 тачек глины.
Стоимость производства следующая: работа была сдана подрядчику за 2 руб. 65 коп. с тысячи «чистой» и уже от себя подрядчик сдавал рабочим по 2руб. 35 коп. Заводчик давал 4 лошади и затем «хатных и банных» вычетов не было.
Военный инженер Щеглов, заведующий Ораниенбаумским кирпичным заводом, в своем письме к г-ну Фрид в 1899 году пишет, что машина «Эврика» оказалась вполне практичною, прекрасно перерабатывает глину и производительность ее составляет 1,000 штук в рабочий день (11-12 часов), считая в том числе и отвозку сырца в сушильные шатры. Выделка сырца обходится вдвое дешевле ручной, сырец получается крепкий и правильный.
Было бы весьма интересно получить цифровые данные с Александровского сталелитейного завода, где машина «Эврика» применяется также для строительного сплошного сырца, но приводится не лошадиной тягой, а как было указано выше электричеством, от чего машина работает равномернее; летом я видел эту работу, но цифровых данных еще не получил. Кроме того, там работают со сменными артелями, что также имеет значение, так как при рациональном эксплуатации машины, вполне можно сказать, что машина не должна знать ни обеда, ни завтрака, а при нашем климате и большом требовании на кирпич, она могла бы работать и ночью.
Та же машина «Эврика» на заводе Петрова и Ко применялась совершенно для других целей, а именно для выработки лекального и облицовочного кирпича и по мнению поручика Губченко (заведующий заводом), машина «Эврика» для массовой заготовки сырца не применима, так как она требует однородной массы, а если глина составная, то строительный кирпич получается плохого качества. Между тем, если на машине «Эврика» вырабатывается лекальный и облицовочный кирпич, цена которого значительно выше, то забота о приготовлении глины вполне оплачивается, а для этого требуется двойное перемешивание глины в машине. Поэтому на заводе Петрова и Ко все внимание и было направлено к выработке облицовочного и лекального кирпича.
Переходим теперь к определению количества требуемых для машины рабочих, лошадей, стоимости фабриката.
Рабочих требуется:
1-й руки . . . . 5 человек
2-й руки . . . . 5 человек
Женщин . . . . 2 человека
Погонщиков . . . . 1 человек
Лошадей . . . . 3
Всего рабочих дней . . . . 100
Выработано сырца при двойном перемешивании 200,000 штук.
Расчет стоимости сырца:
Лошади по 1 руб. 50 коп. в день . . . . 450 руб.
Раб. 1-й руки 2 ч. х 16 р. 50 к. х 4 м. + 20 р. = 350 руб.
Раб. 2-й руки 3 ч. х 12 р. 50 к. х 4 м. + 12 р. = 162 руб.
Женщины 2 ч. х 10 р. х 4 м. + 6 р. = 86 руб.
Погонщик 2 ч. х 5 р. 4 м. + 2 р. = 22 руб.
Харчи 11 ч. х 25 р. в д. х 122 д. = 335 руб. 50 коп.
Ремонт машины и сукно . . . . 50 руб.
Заготовка валенки . . . . 112 руб. 50 коп.
Итого: 1568 руб.
Что составляет на 1,000 сырца : 7 руб. 68 коп.
Такая большая цифра и маленькая производительность была потому, что первое мятье производилось самой же машиной «Эврика», а это, конечно, не выгодно. На будущий год будет отдельная мялка для «Эврики», что увеличит расход на:
1 лошадь . . . . 150 руб.
1 погонщик . . . . 22 руб.
1 рабочий 1 руки . . . . 70 руб.
2 рабочих 2 руки . . . . 108 руб.
Харчи . . . . 122 руб.
Итого: 472 руб.
А всего 1568 руб. + 472 руб. = 2040 руб.
Производительность машины выразится в 450,000-400,000 сырца. Следовательно, одна тысяча при заготовке 450,000 шт. обойдется в 5 руб. 53 коп., а при 400,000 — в 5 руб. 01 коп.
К этой цифре нужно еще прибавить стоимость рогож, постройки на заводе, погашение машины и др.
Что касается ремонта машины, то требуется постоянная перемена ножей; кроме того нагнетатель снашивается за 3 года.
Я получил от г-на Фрид копию отзыва, подписанного г. Драшковским, доверенным завода Петрова и Ко несколько лет назад, в котором говорится следующее: кирпичеделательная машина «Эврика» после 4-недельного испытания оказалась вполне удовлетворительною и выгодною для производства кирпича из самой обыкновенной глины. При 10 поденных рабочих и 3-х лошадях она свободно выпускает 6,000 кирпича, при сдельной работе можно на ней выработать и до 8 тысяч в 10-часовой рабочий день. После обжига этого кирпича оказалось, что качество его лучше кирпича ручной выделки, так как он совершенно не дает осколков, легко обжигается, требует меньше топлива, выходит из обжига совершенно одинакового размера, выходит из обжига совершенно одинакового размера и не теряет своей правильной формы.
Г. Фрид по этому поводу объяснил, что если нанять рабочих сдельно, то они гораздо сделают сырцов, чем нанимая их на сроки. Двойной же помол г-н Фрид считает теперь совершенно излишним. Благодаря усовершенствованию нагнетателя является возможность выпускать из мундштука ленту вдвое короче, т.е. не для 8-10 сырцов, а для 4-5 за один поворот вала. Этим достигается превосходный размол материала, более хороший, чем раньше; такой размол требуется, конечно, только для облицовочных кирпичей высшего качества, а не для обыкновенного строительного.
Машина «Эврика» в том виде, как она демонстрировалась 5 лет назад, только что привезенная из Америки, вырабатывала пустотелый сырец, и тогда же заводчики опасались, что при выработке пустотелого кирпича встретится большое затруднение в его распространении среди покупателей, привыкших лишь к сплошному кирпичу.
Между прочим, интересна историческая справка, которую мы читаем в «Трудах Императорского Вольно-Экономического Общества» за 1859 год, т. Ш, в статье «Пустотелые кирпичи».
В этой статье приводятся 22 пункта, на основании которых следует желать распространения пустотелого кирпича в постройках; отзыв этот подписали архитекторы с известными именами: К. Бейне, Бенуа, Боссе, Брюллов, Ган, Алексей Горностаев, Егоров, Кракау, Маевский, Пель, Плавов, Резанов, Рудольф, Таманский, Константин Тон, А. Штакенщнейдер.
Несмотря на это, полый кирпич у нас до сих пор распространен очень слабо. Некоторый свет этого печального явления может пролить следующий факт: заводчик Д.И. Поршнев заготовил на своем заводе известное количество пустотелого кирпича, встретил сочувствие со стороны инженеров и получил заказы от домовладельцев, находивших выгодным его покупать, но — встретил противодействие со стороны многих подрядчиков, которые, всячески действуя на домовладельцев, постарались его заблокировать, доказывая, что потребуется несравненно больше материала для заливки. По объяснению г-на Фрида, в Америке раствор для заливки применяется значительно гуще, а поэтому его и пойдет меньше.
Теперь познакомимся с устройством машин, относящихся к формовочным системам. Тип их, как и ленточный прессов не новый; по словам г. Клооза, еще отец его применял подобные машины в 1869 году.
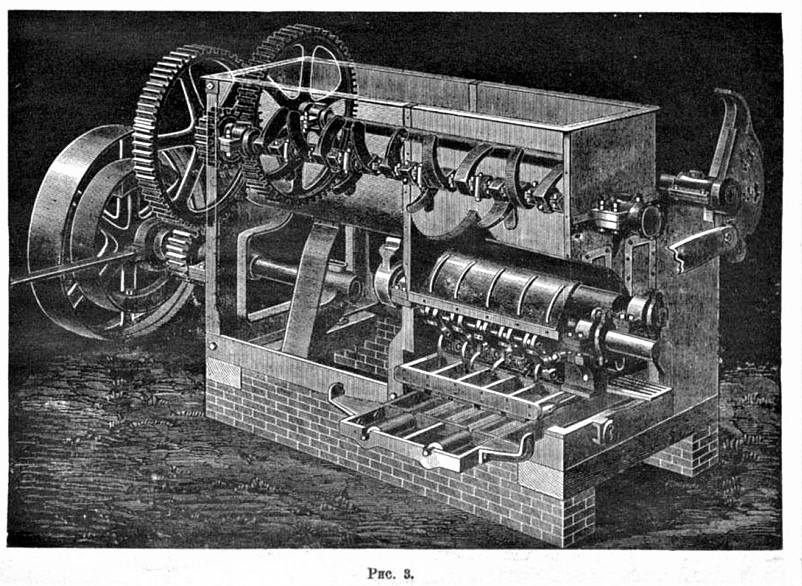
Рис. 3 изображает одну из таких машин, названную «Геркулес», с некоторыми отнятыми частями.
Из машин этого типа на русских заводах имеются: одна в Витебске у Фогельсона, другая у С.П. Беляева в Санкт-Петербурге, и третья недавно поставлена на Ижорском заводе в Колпине.
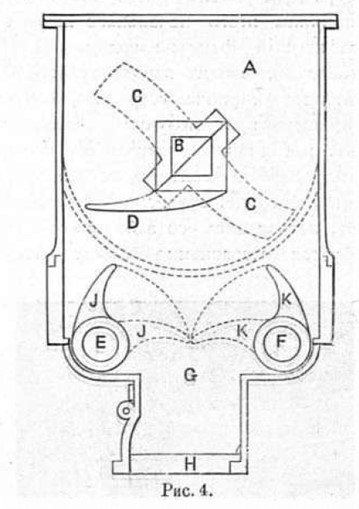
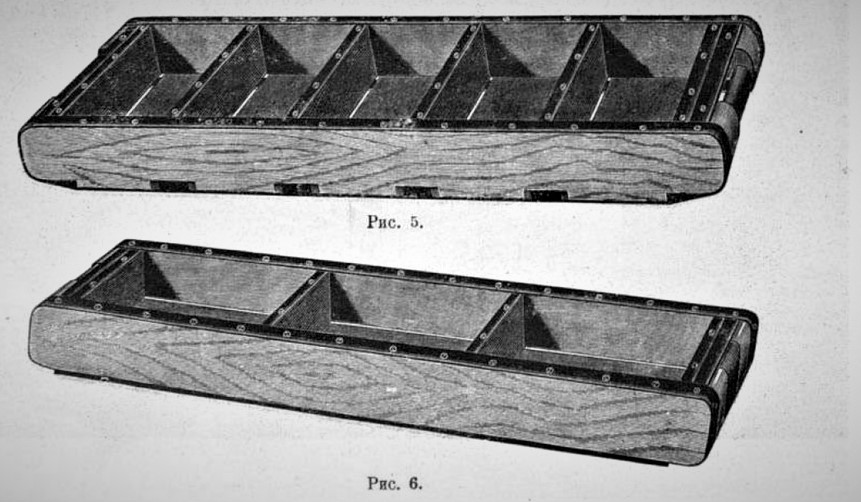
Главные части машины — месильный и формовочный аппараты. Месильный аппарат состоит из вала с 21 ножом, причем в левой стороне 13 ножей разрезают глину узкой своей стороной, а в правой — плоской, последние также давят глину в формовочный аппарат. Под ножами с правой стороны находятся два крыла I и K, которые вращаются на осях F и E (рис. 4). Под крыльями находится пространство G и мундштук Н, под которым полагается формовочный ящик, представленный на рисунках 5 и 6, тот и другой вид ящика избирается в зависимости от устройства приямка. Переменяя форму, нужно соответственно переменить и мундштук.
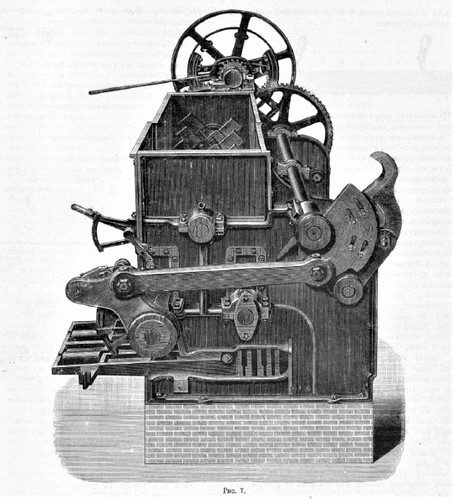
Теперь проследим за ходом работы. Глина поступает на левые ножи, которые разрезают ее и постепенно подвигают ее вправо. Ком глины, дойдя до конца правой стороны, останавливается, и в течение трех оборотов вала подвергается размешиванию между ножами. В это время крылья поднимаются, и глина своей тяжестью и при помощи плоских ножей опускается в пространство G; затем крылья опускаются до положения, показанного на рис. 4 пунктиром, и давят вниз глину, которая через мундштук а проходит в форму. Форма двигается действием особого рычага (рис. 7).
Машина может быть приспособлена как к более мягкой глине, так и к более твердой. Для выполнения этой задачи имеется особый рычаг (рис. 7), переставляя который на один из 6 зубчиков дуги, можно изменять давление крыльев на шесть разных степеней. Чем мягче глина, тем требуется меньшее давление. Это приспособление в нашем петербургском климате имеет то значение, что при внезапной перемене погоды, при чем изменяется и твердость глины, можно урегулировать эту перемену простой перестановкой рычага.
Для удаления разной величины камней, которые могут оказаться в глине, служат два приспособления:
Если в глине нет камней, или последние настолько малы, что не выступают за края формы, то форма проходит свободно; если же камень выступает за форму, то своей выступающей частью он надавливает на дверцы, имеющиеся сбоку мундштука; пружина отодвигаются и форма выходит свободно, оставив дверцы открытыми. Если же камень большой и попадает между крыльями, то последние не могут закрыться, и усиленное давление их передается на другие три пружины; в этом случае выскакивает из под пружины особая собачка, от чего давление крыльев прекращается. В машине имеется еще третье предохранительное приспособление, которым предусмотрена поломка как самой машины, так и формовочного ящика, если по небрежности рабочего он вставлен в машину не правильно. В таких случаях рычаг, выдвигающий формовочные ящики, останавливается и находящийся в рычаге предохранительный проволочный шпинек ломается, причем его легко заменить новым.
Машина имеет фрикционный шкив, дающий возможность моментально пустить машину в ход, или же, при надобности, немедленно остановить ее.
Рядом с машиной ставится аппарат для обсыпания форм песком. Один рабочий вкладывает с одной стороны форму, которая автоматически погружается в песок, причем внутренняя сторона ее обсыпается; затем форма выходит на другую сторону аппарата, другой рабочий вынимает ее и вкладывает в машину.
Во время работы под машиной находятся три формы, которые постепенно подвигаются; когда одна из них выходит наружу машины, то рабочий берет нож (рис. 8) и одним взмахом срезает излишек; затем он несколько раз ударяет форму о стол, находящийся перед ним и переходит с формой к опрокидывательному столу. Один рабочий следит за правильным движением поворотного стола. Двое рабочих снимают доски с сырцами и кладут их на вагончик, который и отвозит сырцы в приемочные шатры.
На машинах ленточной системы, если глина мягкая, то поставить сырец в том положении, как он выходит из мундштука, т.е. ребром, а тем более высушить его, сохранив приданную форму не представляется возможным, так как он от сотрясения при перевозке в сушильные сараи, и даже от собственной тяжести, при высыхании легко может потерять свою форму. Кроме того, при ленточной системе глиняная лента выталкивается через мундштук, а потому, если глина мягка, то она начнет расплываться в стороны, чего нет при формовочной системе, где глина падает в форму вследствие своей тяжести.
При машинах формовочных систем стремятся, с одной стороны, класть сырец не ребром, а плашмя, и, следовательно, имеют возможность вырабатывать сырец также и из мягкой глины.
Вопрос о приемочных шатрах — не маловажный, в особенности для тех заводчиков, которые затратили не один десяток тысяч рублей на постройку приемочных шатров обыкновенного типа. В этих шатрах сырец кладется не поперек доски, а вдоль, по шести штук на каждую доску. При таких шатрах выгоднее применять мундштук, через который сырцы выходят не поперек, а вдоль, почему выходит за раз не пять сырцов, а лишь три. Производительность машины при такой перемене мундштука уменьшается, напр. при 4,000 ударов в день — с 20 тыс. на 12 тыс. сырца.
На заводе С.П. Беляева в Санкт-Петербурге имеется уже несколько лет машина Шликейзена; машина же «Геркулес», поставленная лишь осенью 1902 года, пока выработала всего 50,000 сырца.
Привожу здесь любезно сообщенные С.П. Беляевым цифровые данные относительно производительности машины.
Эти данные вполне точны, так как взяты из бухгалтерских книг.
Приведем сначала стоимость ручной выделки сырца.
На 1,000 сырца расход составляет:
Порядовщики . . . . 1 руб. 31,4 коп.
Земляники и ж.д. . . . . 2 руб. 24,3 коп.
Лошади . . . . 37,4 коп.
Станки . . . . 6,2 коп.
На чай и платье . . . . 9 коп.
Песок . . . . 22,2 коп.
Рогожи . . . . 20,2 коп.
Итого: 4 руб. 50,7 коп.
На машину Шликейзена требуется следующее количество рабочих:
1.Зарывают глину у рупаса . . . . 2 раб. 1 руки.
2. Наваливают глину на вагоны . . . . 4 раб. 1 руки.
3. Гоняют вагоны с глиной от рупаса до машины . . . . 2 раб. 2 руки.
4. Наверху в машине роют глину в воронку . . . . 2 раб. 1 руки и 1 раб. 2 руки.
5 Внизу режут и накладывают сырец на станок . . . . 2 раб. 1 руки.
6. Смотрит внизу . . . . 1 раб. 1 руки.
7. Гоняют вагоны с готовым сырцом в приямки . . . . 2 раб. 2 руки.
8. В приямках принимают с вагонов и складывают сырец на полки . . . . 2 раб. 2 руки.
Итого: 11 раб. 1 руки и 7 раб. 2 руки.
Расход на 1 день:
1.Жалование 11 землян. 1 руки . . . . 11 руб.
2. Жалование 7 землян. 2 руки . . . . 5 руб. 25 коп.
3. Погашение машины . . . . 10 руб.
4. Ремонт и содержание . . . . 15 руб.
Итого: 41 руб. 25 коп.
Машина выделывает в день от 7,000 до 10,000 штук; таким образом 1,000 сырца обходится, при 7 тысячах в день — 5 р. 89 коп., а при 10,000 — 4р. 12,5 коп.
При работе тощими глинами производительность машины достигает лишь 6,000 штук, а лента выходит с зазубринами.
На машину «Геркулес» (стоимость 3,844 руб.) требуется следующее количество рабочих:
1.Зарывают глину у рупаса . . . . 2 рубочих 1 руки.
2. Наваливают глину в вагоны . . . . 4 рабочих 1 руки.
3. Гоняют вагоны с глиной от рупаса до машины . . . . 2 рубачих 2 руки.
4. Наверху в машине роют глину в воронку . . . . 2 рабочих 1 руки.
5. Внизу при подаче форм в машину. . . . 1 рабочий 1 руки.
6. Вынимают формы из машины с кирпичом. . . . 4 рабочих 1 руки.
7. Кладет полки на поворотный стол. . . . 1 рабочий 2 руки.
8. Кладет с поворотного круга на вагон при коротких полках на 5 сырцов 1 рабочий. Если длинные полки, т.е. на 6 сырцов, то требуется . . . . 2 рабочих 1 руки.
9. Моют формы и сушат песок. . . . 2 рабочих 2 руки.
10. Гоняют вагоны с готовым сырцом в приямки. . . . 2 рабочих 1 руки.
11. В приямках принимают с вагонов и кладут с полками на бруски. . . . 2 рабочих 1 руки.
Итого: 18 рабочих 1 руки и 2 рабочих 2 руки.
Расход на 1 день:
1.Жалование 18 земляников 1 руки . . . . 18 руб.
2. Жалование 5 земляников 2 руки . . . . 3 руб. 75 коп.
3. Погашение машины . . . . 10 руб.
4. Ремонт и содержание . . . . 15 руб.
Итого: 46 руб. 75 коп.
Машина выделывает в день от 7,000 до 12,000 штук, и может дойти до 20,000 штук сырца. Таким образом 1,000 сырца обходится, при выработке в день 20 тысяч — 2 р. 38 к., при 12 тыс. 3 р. 89 к., и при 7 тыс. — 7 р. 01 к.
Машина «Геркулес», как было уже сказано, имеется еще в Витебске у г-на Фогельсона, который приобрел ее в 1901 году. Однако, в первое время работа машины была неудачна: локомобиль в 25 сил не мог привести машину в действие, а когда машина и начинала двигаться, то рабочие отказывались работать. При таких обстоятельствах промучились 6 недель. Тогда г-н Фогельсон решил вызвать на помощь г. Клооза, который приехал, осмотрел локомобиль и нашел, что он достаточно силен; посмотрел песок и его забраковал; обратив внимание на глину, нашел, что она слишком тверда, а потому и приказал ее доводить водою до той степени густоты, которая необходима для выделки сырца ручным способом; тогда машина начала работать и в тот же день выработала 15,000 штук сырца. Кирпич оказался, однако, плохого цвета; тогда поставили особую машину для размалывания обожженного кирпича, который и смешивали с песком. После этоко кирпич получали хорошего красного цвета. Много хлопот было из-за рабочих, которые при явном недоброжелательстве старались всячески мешать делу.
По мнению г-на Фогельсона , машина «Геркулес» при готовой мягкой глине работает плавно и легко; машина может дать при 25 рабочих в 10 часов до 20,000 штук кирпича в день. Получаемый кирпич прочнее, красивее и правильнее ручного, и продается дороже последнего на 2 руб. за тысячу. Стоимость выделки 1,000 кирпича обходится в 2 руб., с погашением — 2 руб. 50 коп.; ручной обходится в 2 р. 50 к. Фасонный кирпич может быть выработан очень легко, а продается он по 30 руб. за тысячу, расходы же по выделке те же, что и при выработке сырца для строительного кирпича. Если бы локомобиль был сильнее, то производительность была бы 2,500 штук сырца в 1 час, что составит в 1 день 25,000 штук. За полтора года машина почти никакого ремонта не требовала. Машина работает с вальцами «прогресс».
Расчет стоимости сырца на машине «Геркулес» (Витебск) в лето 1902 года (рабочие были наняты с тысячи сырца):
1.8 рабочих; из них 5 раб. привозили глину и вбрасывали в «прогресс» глину . . . . 60 коп.
2. 3 рабочих принимали в форму; из них 1 рабочий резал и 2 от него брали и переворачивали на вращательном столе . . . . 24 коп.
3. 2 подростка у песочной машины . . . . 12 коп.
4. 2 подростка; из них 1 чистил формы и 1 стоял и приготовлял песок . . . . 12 коп.
5. 1 рабочий привозил песок . . . . 7 коп.
6. 2 подростка принимали с вращательного стола на тачку . . . . 14 коп.
7. 6 3/4 рабочих отвозчиков отвозили готовые сырцы . . . . 42 коп.
8. 1 машинист и 1 кочегар по 1 р. 50 к. в день оба. Топливо, смазка машины по 6 р. (прибл.) в день, что составит на 1,000 до . . . . 50 коп.
Итого: 2 руб. 28 коп.
К этой цифре надо прибавить стоимость погашения машины, ремонт и пр.
На сезон лета 1903 года работа сдана на по 1 р. 50 к. с тысячи.
Стоимость ручной выработки в Витебске: применяя пустую глиномятку, 1,000 штук сырцы обходится:
1.4 земляника привозят сухую глину из рупаса в машину . . . . 60 коп.
2. 4 земляника у машины; из них 2 забрасывают в машину, 1 принимает глину, 1 отвозит порядовщикам . . . . 60 коп.
3. 4 формовцов, считая 1025 за «голую» тысячу . . . . 1 руб.
4. Лошади . . . . 30 коп.
5. Ребровка (складывание сырца) . . . . 10 коп.
Итого: 2 руб. 50 коп.
Из других машин формовочной системы, работающих в окрестностях Санкт-Петербурга, укажем имеющуюся на заводе Папкова близ Царского Села, под названием «Калифорния», фирмы В. Жуковского. Из немногих данных полученных об этой машине видно, что одна тысяча сырца обходится в 1 руб. 60 коп.
Сопоставляя теперь формовку сырца руками и формовку на машине «Геркулес», можно заметить между ними положительную аналогию. Обсыпание формы песком производится машиной; руки порядовщика заменены лопастями; удары формы об стол заменены действием лопастей, причем оно направляется от внутренней части кома глины, положенного в форму, на края и углы; даже срезание излишней глины ножом приближается к тому, как это иногда делают порядовщики, которые формуют сырец в тройной или двойной форме, а иногда и в одинарной и одним взмахом срезают излишек глины, начиная от одного конца формы до другого. Последний прием совершенно не правилен. Наш северный хороший порядовщик, как известно, снимает скалкой от середины поочередно в обе стороны. Но я проектирую особую тройную или пятерную скалку, и тогда и эта часть работы может подойти к ручному способу.
Но все таки остается разница между машиной и ручной формовкой. А именно, порядовщик 3 раза перемнет и перекинет привезенную глину, доведет ее сушкой или увлажнением до требуемого состояния, и каждый сырец делает внимательно, причем все недочеты в примесях или в плотности глины исправит. При массовом же, машинном производстве, эта часть отдается на добросовестность мастера и рабочего, следящего за нагрузкой в машину глины, или подачей ее в вальцы.
М. Белавенец.
Источник: Журнал «Зодчий» №29 от 20 июля 1903 года — С. 353-356; Журнал «Зодчий» №30 от 27 июля 1903 года. — С. 361-366.

