Ручные кирпичеделательные прессы системы Эггера.
Эти прессы, служащие для выпрессовывания обыкновенных стенных кирпичей из неприготовленной глины, выставлены были впервые на сельскохозяйственной выставке в Ахене в 1864 г.
При дальнейшем употреблении этих машин выказались следующие их преимущества:
1) Они перерабатывают всякий годный к обжиганию сырой материал без всякой предварительной его подготовки, тотчас после выкапывания его из земли.
2) Твердость получаемых кирпичей настолько велика, что после формовки они не должны быть раскладываемы на току (т.е. в один ряд на земле), а прямо могут класться в несколько (15—20) рядов, один ряд на другой, до высоты человеческого роста, без всякой опасности разрушения их, даже при дурной погоде. Спустя 2—3 дня кирпичи просыхают уже почти совершенно и могут быть обжигаемы в печах.
3) Наружная форма кирпичей гораздо правильнее чем кирпичей ручной выделки; ребра их совершенно остры и вообще они пользуются большею популярностью у каменщиков.
4) Форма эта сохраняется кирпичами и при обжигании их, причем кирпичи почти не дают трещин и не лопаются. Обжиг происходит совершеннее и отброса из каждой печки получается менее, чем при обыкновенных ручных кирпичах.
5) Кладка такими кирпичами производится скоро и легко; кирпичи хорошо связываются с известкой и прилегая друг к другу плотно, представляют значительное сбережение на растворе. Они легко обтесываются, не лопаясь и не рассыпаясь, и вообще дают красивую кладку.6) Вследствие большой силы сцепления между частицами и малой пористости кирпичей, они получают все свойства гидравлического материала прекрасно противостоять действию влаги и сырости.
7) Накладкой на машину особых шаблонов можно формовать при помощи их фасонные, сводные, печные и др. фигурные кирпичи.
8) Так как формовальный ток не должен отличаться большими размерами и особою сухостью, и подведение к нему воды не есть безусловная необходимость (такие условия обязательны при производстве обыкновенных кирпичей), — и как сверх того самая машина весьма удобна для перевозки, то формовка и обжиг кирпичей могут быть производимы даже на самом месте постройки, прямо из земли, вырывамой под фундамент если только она пригодна к обжигу.
9) Так как состояние погоды и время года нисколько не влияют на производство кирпичей помощью прессов, то является возможность формовать в течении целого года, исключая дней морозных.10) Машины строятся настолько прочно и хорошо, что в течении нескольких лет работы не требуют ни малейшего ремонта. Они управляются двумя рабочими, которые могут не иметь даже понятия в кирпичеделательном ремесле.
Изготовляются кирпичеделательные прессы исключительно на заводе изобретателя их Луи Эггера, в Буртшейд-Аахене, и стоят на месте 525 марок. Петербургский представитель его Генри Ханковский.
По желанию отпускаются и колеса для перевозки пресса по цене 75 марок. Кирпичи изготовляются этими прессами установленных размеров 250х120х65 миллим.; по желанию же они приспособляются и для кирпичей других форматов.Помимо своего прямого назначения, прессы эти годятся для фабрикации огнеупорных кирпичей, для прессовки торфа, бурого угля, брикетов, известняка, химических веществ и проч. Прессы доставляются в совершенно собранном виде и могут быть прямо пускаемы в дело. Формовальные ящики и прессовальный доски изготовляются из твердой желтой меди, Каждый пресс перед отпуском его испытывается. Образцы прессованных этими прессами и затем обожженных кирпичей высылаются желающим.
Тот же завод занимается изготовлением прессов для выделки черепицы, машин для выделки гончарных труб, вогнутых кирпичей и проч. гончарных изделий.Применение прессов Эггера доставляет значительные экономические выгоды. Одна подготовка сырого материала в обыкновенном ручном способе кирпичеделания обходится дороже полного изготовления готовых кирпичей помощью этих прессов.
Производительность прессов равняется 10 — 12 тысячам кирпичей в день при конном приводе на пару лошадей. Подобные прессы стоят 1600 марок.
За эту же цену отпускаются прессы с паровым приводом, требующие движущей силы в 1 паровую лошадь.
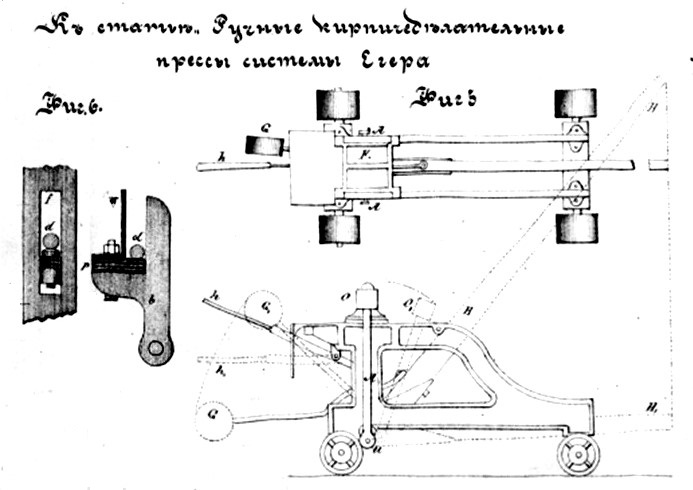
Установка подобного пресса может быть произведена на кирпичном фундаменте или деревянных балках.Описание устройства машины. Устройство её основано на действии рычага, посредством которого можно, как известно, получить весьма большие давления. Рычаг этот действует на прессовальные башмаки, плоские грани которых служат одна дном, а другая крышкою двойному формовальному ящику F, наполняемому прессуемым материалом. Оба эти башмака действуют одновременно один сверху, другой снизу.
Перед началом работы оба верхние башмака о, о снабженные стержнями Â, А, вращающимися около оси и отводятся в положение О1, изображенное на чертеже пунктиром. Затем формовальные ящики наполняются материалом. Для приведения их в прежнее положение 0, рычаг H должен быть нажат к низу и приведен в положение H1. В таком положении его башмаки сжимают материал и вытесняют из форм излишнее количество его. Оставленный затем рычаг H действием противовеса G поднимается снова в первоначальное свое положение и готовые кирпичи вынимаются из формы. Это делается посредством отвода рычага h в положение h1. Вынутые кирпичи становятся на ребро. Вся эта операция требует всего 20 секунд; так что в час является возможность формовать до 360 штук кирпичей.
В то время как длина и ширина кирпича вполне определяются размерами формовального ящика, толщина его может быть изменяема по произволу. Это достигается повышением или понижением дна формовального ящика, посредством снятия или подкладки новых шайб s, расположенных под осью d в направляющих салазках f рамы пресса. В то же время величина подъема донных башмаков увеличивается или уменьшается посредством перемены пластинок р, расположенных между кронштейном направляющего бугеля b и нижнею гранью угольника w, и увеличения или уменьшения таким образом расстояния между этими частями.
Нетрудно заметить, что регулируя известным образом совокупную толщину шайб s и пластинок р, можно увеличивать или уменьшать по произволу степень сжатия кирпичей при их формовке.Для изготовления помощью описанной машины доброкачественных кирпичей — весьма пригодна свежая, только что выкопанная глина, или еще лучше глина перезимовавшая на открытом воздухе. Та и другая должны быть применяемы в дело в их естественном влажном состоянии. Через чур же размягченная и сырая глина мало пригодна к делу, так как пристает к стенкам формовального ящика, для устранения чего приходится подсыпать слишком много песку. Замерзшая глина также не идет для формовки прессом.
Для того чтобы рычаг H имел свободный ход вверх и вниз (сверху этот ход ограничен железным поперечным болтом, снизу заднею деревянною поперечиною) необходимо наблюдать, чтобы между головкой стержня A надетой на ось и и переднею поперечиною, а также под противовесом G не скоплялась глина.
Точно также пря употреблении всякой глины верхние медные доски должны быть время от времени очищаемы.При посаде кирпичей в печь следует, наблюдать чтобы между смежными кирпичами оставался тонкий слой воздуха.
Источник: Технический сборник. Журнал открытий, изобретений и усовершенствований по всем отраслям промышленности. — СПб; тип. Брат. Пантелеевых. 1879. — С. 125-128

