Кирпичный пресс В. Гесса (W. Hess in Würzburg) (для мелкого производства)
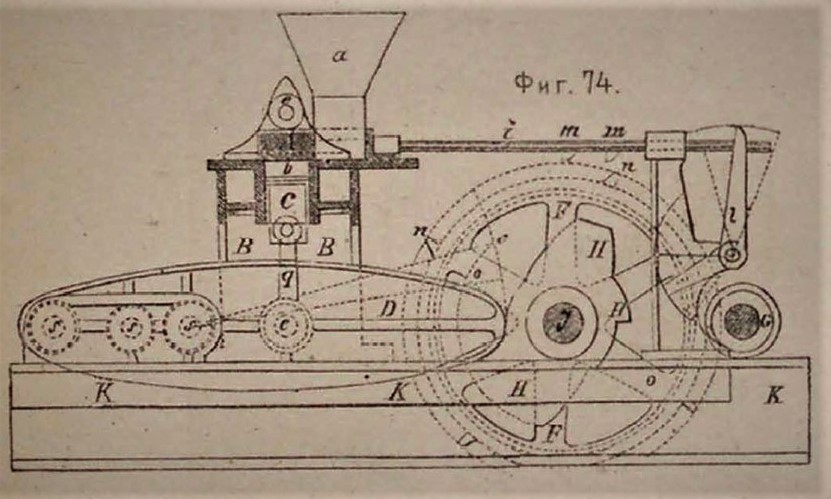
Очевидно, что все вышеописанные прессы по своей конструкции рассчитаны только на крупное производство; но не в одних лишь крупных производствах приходится иметь дело с материалом, не поддающимся мокрой переработке; часто бывает, что в данной местности, при небольшом сравнительно количественном, но прочном спросе на кирпич и хорошей цене на него, является выгодным ввести машинную выделку даже при мелком производстве, в особенности, если имеющийся на лицо материал по своему свойству не поддается мокрой обработке и не годен для обыкновенного ручного производства. Применив к нему прессование, он может оказаться весьма ценным материалом, дающим доброкачественный кирпич. В таких случаях может оказаться весьма полезным пресс В. Гесса (W. Hess in Würzburg), представленный на фиг. 74 и 75 табл. IX.
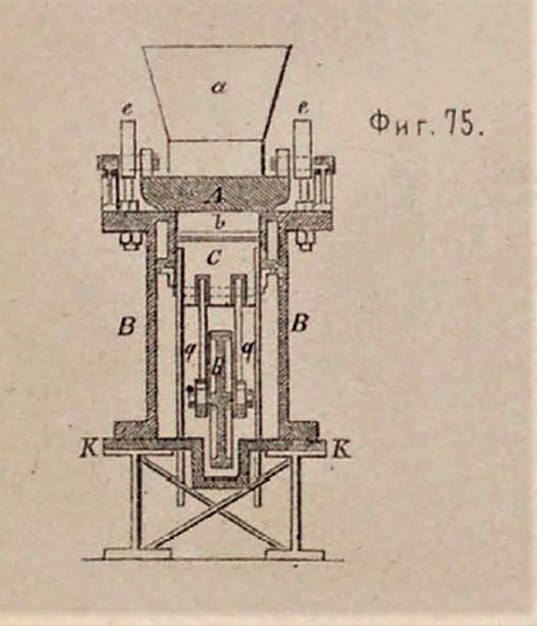
На чугунном основании К установлен цилиндр B, в котором помещается форма С. Нижнее подвижное дно формы (штемпель пресса) сидит на стержне q и получает прессующее движение вверх от рычага D. Последний имеет четыре разных центра вращения SS, из которых каждый соответствует известной толщине спрессованного кирпича. Соответственно требуемой толщине кирпича, вал е, вокруг оси которого прессующий рычаг D получает свое движение, — проходит сквозь одну из муфт S, являющую центром вращения рычага D при прессовании кирпича данной толщины. Свободный конец рычага D приходит в соприкосновение с кулаком Н, насаженным на вал i. От двойного кулака H рычаг D получает свое движение. На том же вале I, на котором сидит двойной кулак H, насажено и зубчатое колесо F, посредством которого движение передается валу G. Зубчатое колесо F по окружности снабжено пальцами n, которые задевая за пальцы mm штанги і, наводят его на форму С. На внутренней стороне зубчатое колесо F снабжено пальцами о, зацепляющимися за одно колено коленчатого рычага I, отчего колесо вторым коленом, прикасающимся к штанге і, отводятся обратно с формы С.
Глина, тщательно измельченная под бегунами или особыми приборами Гесса, задается машине через воронку а, из которой она идет в форму С в это время дно или штемпель формы со стержнем q находится внизу. Наполнив формы С глиной, задвижка А, служащая и крышкой формы, от действия пальцев n зубчатого колеса F на пальцы m штанги і задвигается перед отверстием, через которое глина поступает из воронки a в форму С, и закрывает плотно форму. После этого прессующий рычаг D приводится в действие кулаком H, подымая стержень q со штемпелем формы вверх, производя этим прессование кирпича до требуемой толщины b. Когда штемпель пресса дойдет до толщины кирпича b, то действие его на мгновение прекращается; в этот момент от действия пальцев о на коленчатый рычаг I штанга і оттягивает задвижку пли крышку A с формы С, после чего стержень q продолжает подыматься вверх, вынося кирпич на поверхность стола пресса, где его снимают со штемпеля или дна формы.
Этот пресс, стоящий 1,000 герм. марок, при одной паровой сил, одной сильной лошади или двух лошадях средней силы, вырабатывает по 3,000 кирпичей в 10-ти часовой рабочий день.
Источник: Практическое руководство по производству кирпича, черепицы, дренажных труб, терракотовых изделий и прочего лицевого товара для архитектурного искусства//К.К. Вебер. — СПб.: тип. Импер. Акад. Наук, 1893. — С. 180-182.

