Кирпичный пресс Клейтона (Clayton)
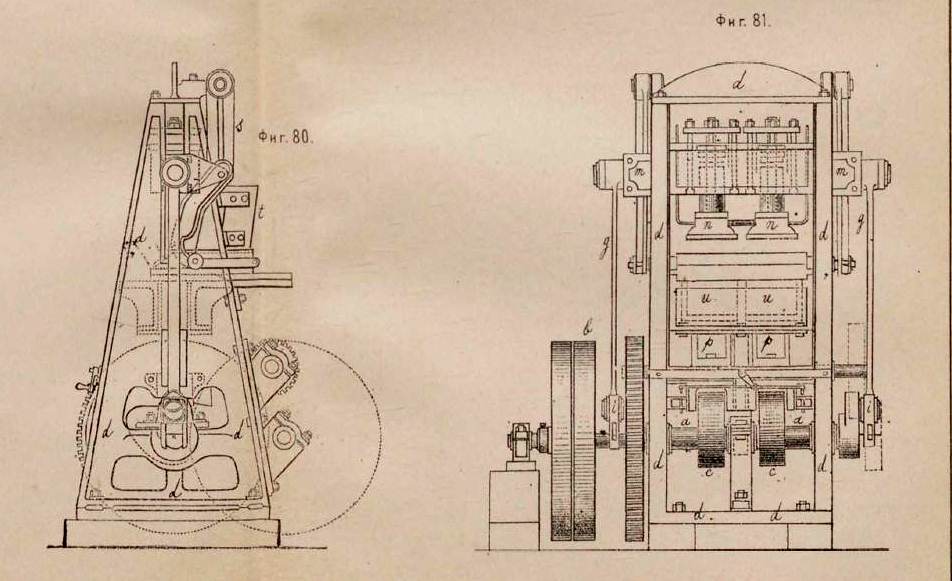
Одним из прочно зарекомендовавших себя и вполне успешно выполняющих свою работу прессов является машина для сухой выделки кирпича Клейтона (Clayton). фиг. 78 и 79 табл. X показывают сбоку и в плане комбинацию его установки и связь его со станком с бегунами, на котором измельчается должным образом материал, A станок с бегунами, на котором происходит измельчение; С кирпичный пресс; В элеватор (самотаска), посредством которого измельченный материал, вышедший из под бегунцов, переносится в воронку кирпичного пресса, чрез которую поступает в формы его. Фигуры 80 и 81 табл. X представляют пресс, изображенный сбоку и спереди.
Станок d пресса составляет одну прочную основу, состоящую из чугунного основания, на котором установлены и закреплены болтами боковые стенки, соединенные вверху прочной чугунной перекладиной. В станке d помещается ящик с свободно вставляющимися в него формами ии (фиг. 81). Нижние прессующие шомполы рр закреплены на поперечнике, снабженном внизу фрикционными роликами; этот поперочник с нижними шомполами рр получает в станке вертикальное движение вверх и вниз. Главный вал a пресса получает вращение через шкив b от главного приводного вала. Нa главном вале a находятся эксцентричные шайбы cc; к ним прикасаются фрикционные ролики поперечника, на котором сидят нижние шомпола рр пресса. Вал a имеет еще два эксцентрика іі, соединенных с штангами gg, на которых держится и которыми приводится в движение по вертикальному направлению вверх и вниз верхний поперечник m, к которому прикреплены верхние шомпола nn пресса.
Шомпола nn пресса прикреплены к поперечнику m болтами с железными прокладками, служащими для более или менее глубокой установки верхних шомполов nn. Чем ниже установлены шомпола nn, тем сильнее и площе спрессовывается в формах uu кирпич; наоборот, чем выше они установлены, тем толще и слабее спрессованным выходит продукт. Нижние шомпола рр посредством клиньев, управляемых винтами с маховичками, также устанавливаются выше от поперечника, на котором они сидят, или ниже от него, гармонируя при этом с установкой верхних шомполов nn. Установкой нижних шомполов рр, т. е. дна форм, — выше или ниже, устанавливается и количество материала, засыпаемого в каждую форму и для выделки одного кирпича. Заряжание материалом форм u производится автоматически; для этой цели, между воронкой, в которую переносится готовый, измельченный материал элеватором и формами, ходит ящик t (фиг. 80), вмещающий определенную меру объема материала, потребного для одного кирпича. Этот ящик, наполненный материалом, автоматически передвигается, останавливается над опорожнившейся формой и разряжается, наполняя опорожненную форму. Действие ящика t достигается посредством целой системы фрикционных роликов и колене s (фиг. 80), которыми ящик t держится и управляется. Формы uu свободно вынимаются и вставляются в свои гнезда, и легко могут быть заменены другими формами другого формата, давая этим возможность изготовлять кирпичи различной величины. Для этой цели и головки нижних (рр) и верхних (nn) шомполов, входящих в формы, могут быть легко переменяемы соответственно фигурами форм. Верхние шомполы nn — полые, при чем чрез них пропускается отработавший пар, которым они и нагреваются, чрез что нижние их плоскости предохраняются от прилипания к ним материала.
Каждый раз, когда кирпич спрессован, т.е. когда верхний и нижний шомполы приблизились в форме на установленное расстояние друг к другу, верхний шомпол подымается вверх, и вслед за ним подымается и нижний, неся на головке готовый кирпич. Когда головка нижнего шомпола сравняется с верхними краями формы, движение его вверх прекращается, и выдвинутый из формы головкою шомпола кирпич сдвигается надвигающимся на форму ящиком t в сторону на бесконечное полотно, которым кирпич и уносится на приделанный сбоку стол, откуда он убирается рабочим. В тот момент, когда ящик t, наполненный новым материалом для кирпича сдвинул готовый кирпич в сторону, a сам плотно прилег к верхним краям формы, нижний шомпол опускается вниз и образует дно формы, принимая новый заряд глины. Ящик t сходит с формы и оба шомпола прессуют глину находящуюся в форме в кирпич, при чем последний подымается нижним шомполом из формы вверх, сдвигается наполненным ящиком t в сторону и т.д.
При работе этим прессом, как и вообще при работе всех прессов для сухой выделки, глина идет в дело прямо из залежи, или же после предварительной просушки. Прессованный кирпич выходит из пресса настолько твердым и сухим, что может быть прямо устанавливаем в кирпичеобжигательную печь. Пресс этот легко разбирается; при расходе 10 паровых сил, он выделывает от 10 до 12 тыс. кирпичей в день.
Источник: Практическое руководство по производству кирпича, черепицы, дренажных труб, терракотовых изделий и прочего лицевого товара для архитектурного искусства//К.К. Вебер. — СПб.: тип. Импер. Акад. Наук, 1893. — С. 174-175.

