Кирпичеделательная машина Гертеля (Hertel) с согревающим цилиндром
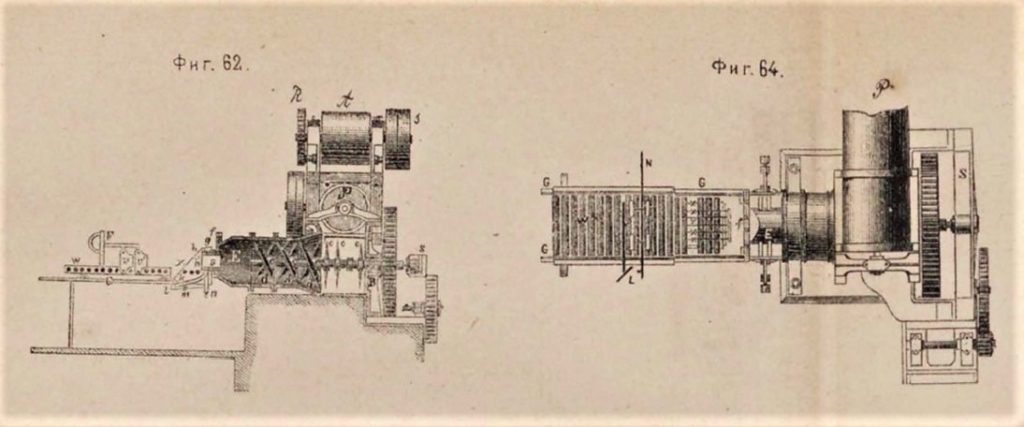
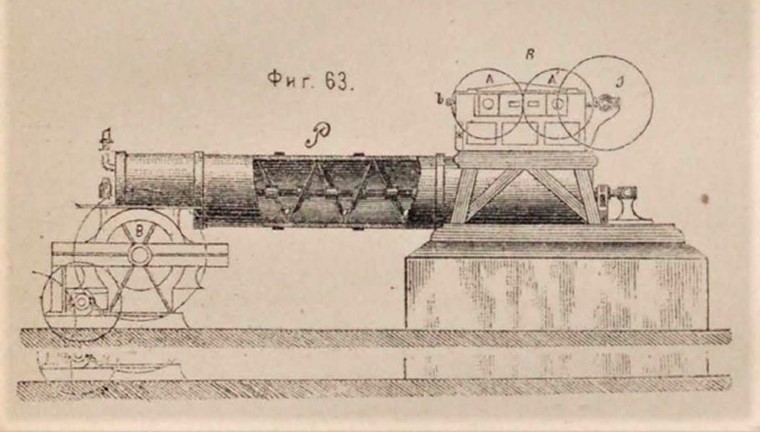
Для заводов с паровым двигателем Гертел составил машину с согревающим мешальным цилиндром, в котором масса, во время переработки её, подвергается согреванию мятым паром, прошедшим уже паровой двигатель. Это чрезвычайно остроумное и целесообразное применение пара для согревания перерабатываемой глины в машине очень способствует развитию большей пластичности материала. Машина приобретает этим значительные преимущества для некоторых разновидностей глины перед переработкой её холодным способом. Машина эта представлена на фиг. 62—64 табл. VIII. Фиг. 62 представляет продольный вертикальный разрез механизма глиномешального и глиномялочного цилиндра с режущим приспособлением и прибором перед ним; фиг. 63 представляет машину с боку, показывает расположение вальцов АА’, внешний вид согревающего цилиндра Р с частью продольного разреза в нем; фиг. 64 представляет вид с верху, на главную часть машины, показывающую режущий прибор, глиномялочный цилиндр E и часть согревающего цилиндра Р, находящегося над толстым концом цилиндра Е.
При этой машине в работу поступает глина, подвергшаяся за зиму промерзанию, не требуя предварительного насыщения водою. Промерзлая глина задается в R обоим вальцам АА1; пройдя их, глина в виде ремня падает в согревающий цилиндр Р, снабженный внутри мешательным механизмом, которым разогретая паром глина передвигается на другой конец согревающего цилиндра, откуда глина выпадает уже в кирпичеделательную машину, состоящую из глиномялочного цилиндра Е, где она сначала подвергается действию мешальных пальцев сс.., a потом действию винтовых частей dd.., насаженных на вращающийся горизонтальный вал ее.. машины. Oт действия винтовых частей dd.., глина перемешиваясь, вытесняется по направлению суженного конца цилиндра и выходит через мундштук D в виде толстой, плотно сжатой и равномерно выработанной ленты, и двигается далее по валикам станка, на котором производится нарезание кирпича.
Вальцы АА1 приводятся в движение ременной передачей. От шкива s приводится в действие система зубчатой передачи R, приводящая в движение оба вальца АА1, придавая им дифференциальную быстроту вращения. Подшипники вальца А1 прикреплены к чугунной станине неподвижно, тогда как подшипники вальца A, a следовательно и самый вальц, подвижны по горизонтальному направлению, при чем последний может быть подвигаем ближе к вальцу A1 или отодвигаем от него, сообразно свойствам и природе перерабатываемого материала. Расстояние между вальцами устанавливается помощью двух винтов b (фиг. 63), которые упираются в железные и резиновые прокладки, уложенные между винтами и подшипниками вальца А; резиновые прокладки служат для того, чтобы в случае, если между вальцами попадет твердый предмет, вальц A мог бы податься назад, не повреждая поверхности.
Когда приходится перерабатывать глину, содержащую довольно значительную примесь мелких камней, которые, примешанные к ней в надлежаще измельченном виде не вредят доброкачественности вырабатываемого товара, материал пропускают, через две пары вальцов, из которых два верхних назначаются для предварительного измельчения, a два нижних, установленных ближе друг к другу, — для окончательного измельчения материала, который в виде тонкого глиняного ремня переходит из под этой пары вальцов в согревающий цилиндр Р.
Согревающий цилиндр Р расположен в горизонтальном положении; падающие в него из под вальцов тонкие глиняные ремни при помощи ножей или бил, спирально насаженных на горизонтальном вращающемся вале, проходящем через цилиндр (фиг. 63), перемешиваются и переносятся но всей длине цилиндра к противоположному концу его, откуда они падают в глиномялочный цилиндр Е. В этот противоположный вальцам A A1 конец согревающего цилиндра Р введена труба, через которую вводится в цилиндр отработавший пар из паровой машины. Пар, входя в этот конец согревающего цилиндра, стремится на другой его конец, стремясь таким образом на встречу передвигаемой ножами цилиндра глине, согревая и насыщая ее, отчего она, обрабатываемая в более сухом виде, даже при менее благоприятном от природы качестве, дает хорошо формующуюся массу, из которой получается довольно плотный и крепкий сырой кирпич, выдерживающий сразу сушку при температуре до 100° P., не коробясь и не трескаясь.
Попав в глиномялочный цилиндр Е, глина сначала подвергается действию ножей сс.., a потом действию крыльев dd., (фиг. 62), которыми и выдавливается в виде толстой глиняной ленты. Перед мундштуком D натянуты тонкие стальные проволоки x, как это видно из фиг. 62 и 66. Сверху мундштука тонкая проволока х надевается петлей на крючок g, переводится через верхнее правило h с насечками, в которых должны лежать проволоки, проводится затем сквозь насечку или вырез такого же нижнего правила k, и наконец натягивается и закрепляется за крючок l сильной стальной пружиной, устанавливаемой винтом h, посредством которого производится и натягивание проволоки х. h1 — острые выступы, обозначающие внизу глиняной ленты линию, по которым должны проходить проволоки х, снимая этим самым канты кирпичей, чтобы они не были слишком резки, ибо очень резкие канты при переноске и установке не только y сырого, по и y обожженного кирпича легко повреждаются.
Таких стальных проволок х натянуто перед мундштуком пять, так что проходя сквозь движущуюся глиняную ленту вдоль её, эти пять проволок режут ленту вдоль на четыре полные ширины кирпича и два тонкие отрезка по бокам, как это видно из фиг. 65 табл. VIII; получаемые при этом боковые отрезки поступают опять в машину. При производстве простого кирпича обыкновенного формата все пять проволок х натянуты совершенно параллельно друг к другу, как это видно из фиг. 65, показывающей нарез четырех кирпичей 1, 2, 3 и 4. Если же вырабатывается клинообразный кирпич для сводов, то проволоки х натягиваются перед мундштуком наискось друг к другу, по противоположному направлению, как это показано на фиг. 67 табл. VIII, разрезая таким образом глиняную ленту на четыре полные клинообразные формы, соответствующие поперечному разрезу клинообразного кирпича для сводов. Понятно, что в последнем случае углы, по наклонам которых натянуты проволоки друг к другу, должны строго отвечать углам кирпичей, чтобы образовать свод именно по данному радиусу.
Глиняная лента, разрезанная проволоками вдоль на шесть полос (4 в толщину кирпича и два обреза по краям), подвигаясь далее поступает на валик тележки U (фиг. 62) режущего прибора; дойдя по валикам до откидной стенки F, глиняные полосы упершись в стенку и продолжая двигаться вперед, отодвигают тележку W по рельсам G от мундштука машины. Под тележкой W с обеих сторон проходят валы о и о’, на которых неподвижно насажены коленчатые рычаги р и р1 (фиг. 65 табл. VIII). При подъеме длинного рычага L (ф. 65) вверх, валы оо’ вращаются, a вместе с ними вращаются и рычаги рр1 во внутрь и приближаются коленами ss1, которыми управляются сжимающие пластинки VV1 (фиг. 65 п 62), друг к другу, отчего приближаются друг к другу и сжимающие пластинки ѵѵ1, имеющие свой ход по водилам уу в параллельном направлении (фиг. 65). Сближаясь друг с другом, пластинки ѵѵ1 сжимают все шесть полос с обоих боков довольно плотно. В этот момент рабочий опускает раму N(фиг. 65) и разрезает натянутой на ней проволокой глиняные полосы поперек, нарезая кирпич по длине его без всякого риска повредить при разрезе края, предохраняемые от этого пластинками ѵѵ1, в которых сжать разрезанный на полосы конец глиняной ленты.
Разрезав рамой конец глиняной ленты на кирпичи, рабочий опускает рычаг M (ф. 65) и нажимает его вниз. Этим способом накладывается на кирпичи, на верхней боковой стороне, штемпель завода. Выпустив рычаг M из рук, последний посредством пружины подымается вверх вместе со штемпелями и отрезанными четырьмя кирпичами, готовыми для сушки; затем рабочий нажимает рычаг L вниз, пластинки vv и ѵ1ѵ1 выпускают глиняные полосы и освобождают нарезанные кирпичи, откидная стенка F откидывается, и кирпич можно нести или отвозить в сушильный сарай. Боковые полосы, образующие тонкие отрезы, идут опять в машину. Когда нарезанный кирпич снят, откидная стенка F вновь подымается, тележка W придвигается к мундштуку D и та же операция нарезания повторяется.
Машина эта допускает обработку не вполне свободной от камней глины, но при двойном пропуске через вальцы, более крупные камешки выделяются вальцами. Перерабатывая глину без предварительного насыщения её водою, машина выделывает мягкий (сырой) кирпич, a вследствие переработки материала в подогретом виде, в состоянии перерабатывать такую глину, которая при холодной обработке не обладала бы должной формовочной способностью и не могла бы дать доброкачественного товара. Машина эта, расходуя от 10—12 сил, в состоянии дать около 1000 кирпичей в час.
Известный машиностроительный завод L. Непгісі в Вене, приобревший право на постройку кирпичеделательной машины Гертеля, в последнее время приспособил к ней и режущий прибор, с автоматическим действием от механического двигателя. Если это нововведение окажется удачным и будет отвечать должным требованиям (о чем пока из практики положительного еще ничего неизвестно), то это усовершенствование даст еще большую независимость машинному производству от рабочего.
Источник: Практическое руководство по производству кирпича, черепицы, дренажных труб, терракотовых изделий и прочего лицевого товара для архитектурного искусства//К.К. Вебер. — СПб.: тип. Импер. Акад. Наук, 1893. — С. 162-165

